Re: instas "filaments that work on the M2" thread
Posted: Fri Jun 26, 2015 1:48 am
Filament name: PVA
Filament vendor: eSun
Hotend used: V4 all-metal
Nozzle diameter: 0.35mm
Layer height: 0.2mm
Printing temperature: Bed 60°C, Extruder 215°C
Other information: Retraction - 1.0mm, Infill 55%, Speeds: Printing 100 mm/sec (with a Smoothieboard), X/Y 100mm/sec, No odor. Comes in 0.5kg spools and is more expensive per unit weight than most other filaments.
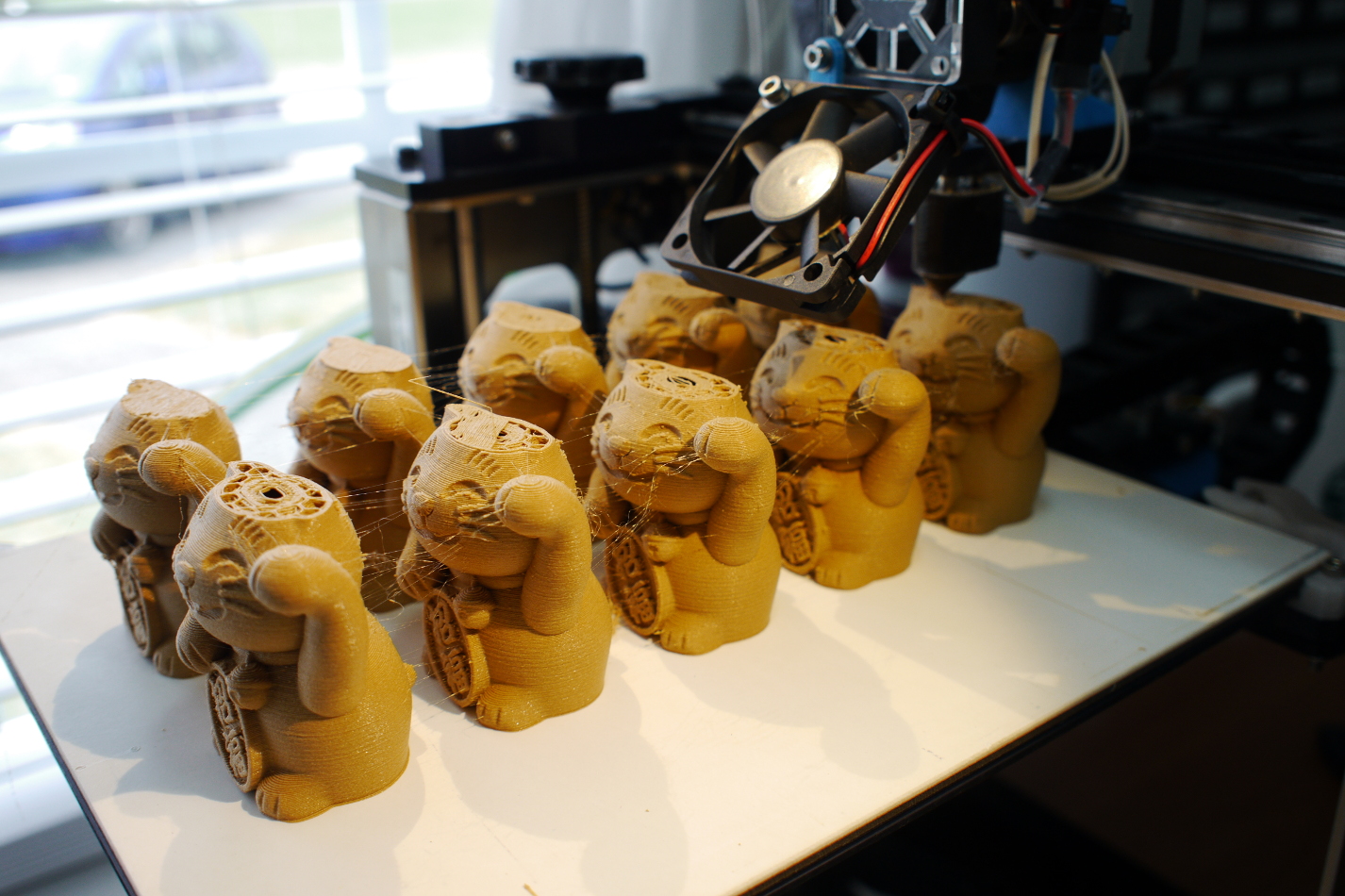
I thought that nothing was easier to print with than PLA, but I think I have changed my mind. This stuff sticks to anything (the bed temperature of 60C above is only because I was using PVA as support for PLA), including room-temperature glass, other filaments, etc. It is thought to be pretty much useless for anything other than support material, because it absorbs moisture like crazy (it's water soluable, after all!). I'd like to try printing an actual object with this and see how it reacts with the air over time. It's very flexible, but not particularly stretchy. It gets a stretchy when soaked in water, but then it also starts dissolving and gets sticky, as well.
I found that PVA wants to stick to PLA more than PLA wants to stick to PVA. The bottom line for support material is that if the PVA is built up above a PLA surface, it won't mess up the surface like a PLA support structure can, but then whatever part of the structure is being supported isn't necessarily going to end up with the perfectly smooth underside you might expect (I will have to try HIPS to see if it works better in that regard). Still, it is much, much better than what you get for an underside printed over a PLA support structure.
The 55% infill posted above was way too high for the PVA; it should have been much sparser but got set accidentally to be equal to the fill value for the PLA part that it was supporting. The sparser the infill, the faster it should dissolve.
Note that PVA is generally one of the more expensive filaments, and comes in half-size (0.5kg) spools. This is just the opposite of what you want in a support material. Ideally, support material should be incredibly cheap and come in large quantities. Especially if it's just going to vanish after you're through with it (on the positive side, it's clearly biodegradable). I've heard that prices of PVA are coming down, but until it's as cheap or cheaper than regular PLA, it will be grouped with the "exotic" filaments.
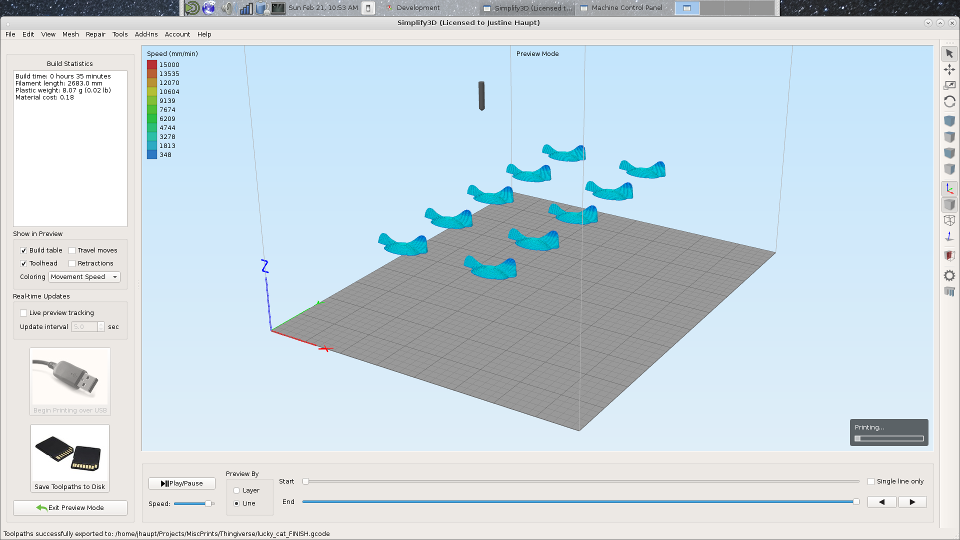
I made my PVA support structure by importing the PLA part's STL into OpenSCAD and doing a "difference() { ... }" between a cylinder and the printed part's mesh. That makes the PVA a complete mold around the printed part. I then modified the cylinder top and bottom diameters so as not to waste too much PVA. I think some experimentation is needed to help determine how best to shape PVA structures for support. Maybe it works better just to use Simplify3D's support structures, but with zero clearance and solid top and bottom layers. The "full mold" structure has the advantage of acting like an ooze shield. Both the PLA and PVA will wipe off on it at the start of each layer, leaving the printed part clean of drippings.
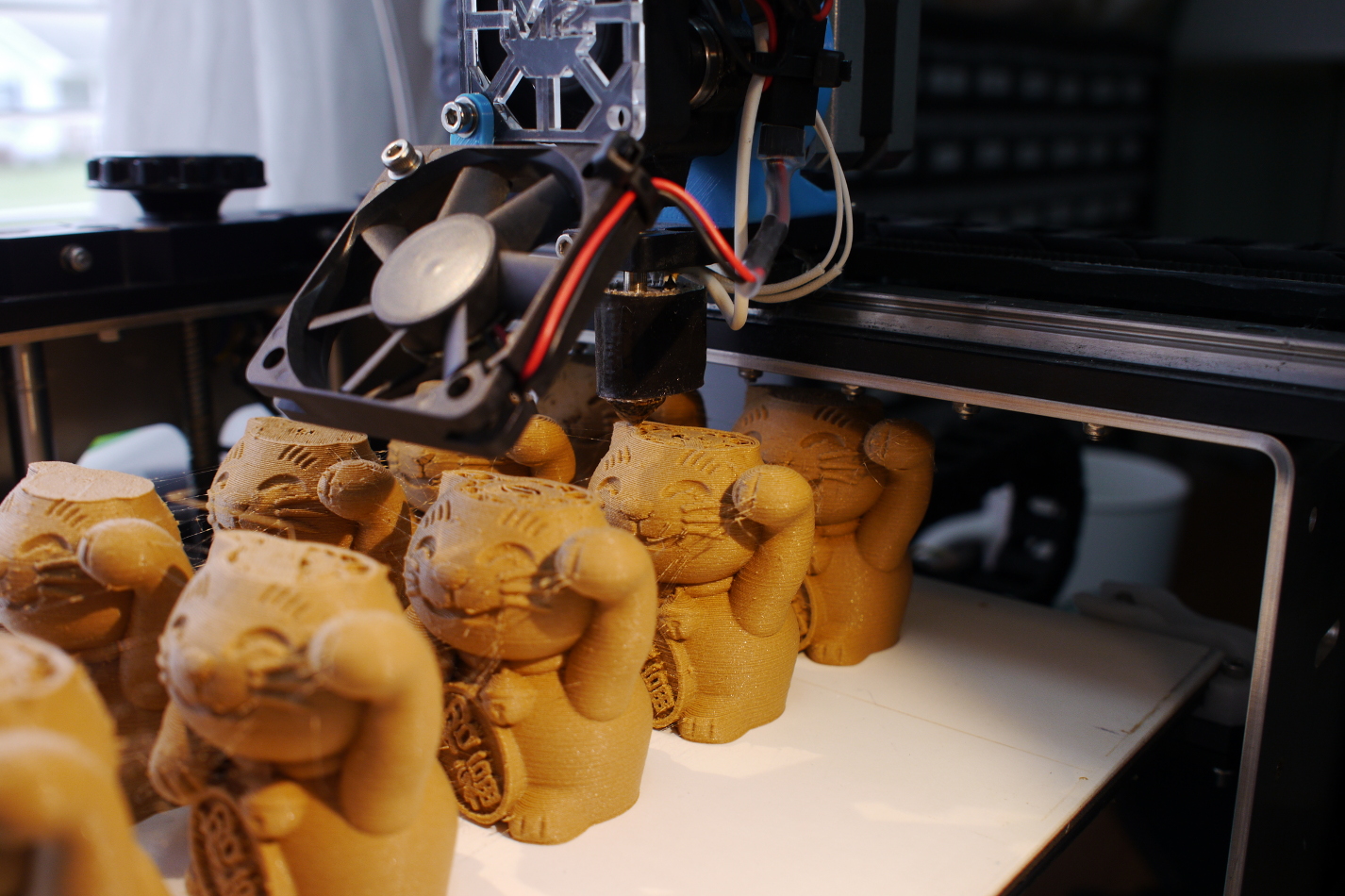
Here is the part after printing. The PVA has certainly done its job as an ooze shield!
After a small bit of cleaning up.
Soaking off the PVA in a beaker of water.
I have not cleaned up the print yet; will post a picture later. One issue with wood filament is that it gets wet when you soak it. Maybe not the best thing to use with PVA, in retrospect.
(edit:) The PVA completely dissolved overnight, left nothing but a white residue at the bottom of the beaker. If I had been a bit more patient, I could have avoided cracking my print. The finished print (see photo) is clearly missing the material that oozed out while the extruder was inactive. Possibly I could make up for that with extra restart distance, but it seems to take a long time to get back to a normal flow rate. I guess the lesson here is don't do dual extrusion with drippy filaments.
Filament vendor: eSun
Hotend used: V4 all-metal
Nozzle diameter: 0.35mm
Layer height: 0.2mm
Printing temperature: Bed 60°C, Extruder 215°C
Other information: Retraction - 1.0mm, Infill 55%, Speeds: Printing 100 mm/sec (with a Smoothieboard), X/Y 100mm/sec, No odor. Comes in 0.5kg spools and is more expensive per unit weight than most other filaments.
I thought that nothing was easier to print with than PLA, but I think I have changed my mind. This stuff sticks to anything (the bed temperature of 60C above is only because I was using PVA as support for PLA), including room-temperature glass, other filaments, etc. It is thought to be pretty much useless for anything other than support material, because it absorbs moisture like crazy (it's water soluable, after all!). I'd like to try printing an actual object with this and see how it reacts with the air over time. It's very flexible, but not particularly stretchy. It gets a stretchy when soaked in water, but then it also starts dissolving and gets sticky, as well.
I found that PVA wants to stick to PLA more than PLA wants to stick to PVA. The bottom line for support material is that if the PVA is built up above a PLA surface, it won't mess up the surface like a PLA support structure can, but then whatever part of the structure is being supported isn't necessarily going to end up with the perfectly smooth underside you might expect (I will have to try HIPS to see if it works better in that regard). Still, it is much, much better than what you get for an underside printed over a PLA support structure.
The 55% infill posted above was way too high for the PVA; it should have been much sparser but got set accidentally to be equal to the fill value for the PLA part that it was supporting. The sparser the infill, the faster it should dissolve.
Note that PVA is generally one of the more expensive filaments, and comes in half-size (0.5kg) spools. This is just the opposite of what you want in a support material. Ideally, support material should be incredibly cheap and come in large quantities. Especially if it's just going to vanish after you're through with it (on the positive side, it's clearly biodegradable). I've heard that prices of PVA are coming down, but until it's as cheap or cheaper than regular PLA, it will be grouped with the "exotic" filaments.
I made my PVA support structure by importing the PLA part's STL into OpenSCAD and doing a "difference() { ... }" between a cylinder and the printed part's mesh. That makes the PVA a complete mold around the printed part. I then modified the cylinder top and bottom diameters so as not to waste too much PVA. I think some experimentation is needed to help determine how best to shape PVA structures for support. Maybe it works better just to use Simplify3D's support structures, but with zero clearance and solid top and bottom layers. The "full mold" structure has the advantage of acting like an ooze shield. Both the PLA and PVA will wipe off on it at the start of each layer, leaving the printed part clean of drippings.
Here is the part after printing. The PVA has certainly done its job as an ooze shield!
After a small bit of cleaning up.
- The queen in her PVA dress. Quite fashionable.
- pva3.jpg (134.6 KiB) Viewed 39230 times
- Soaking it up. . .
- pva4.jpg (118.29 KiB) Viewed 39230 times
(edit:) The PVA completely dissolved overnight, left nothing but a white residue at the bottom of the beaker. If I had been a bit more patient, I could have avoided cracking my print. The finished print (see photo) is clearly missing the material that oozed out while the extruder was inactive. Possibly I could make up for that with extra restart distance, but it seems to take a long time to get back to a normal flow rate. I guess the lesson here is don't do dual extrusion with drippy filaments.
- Finished piece. Quality suffers greatly from the amount of wood filament lost to oozing.
- wooden_queen1a.jpg (88.85 KiB) Viewed 39220 times