Tim wrote:It sounds like these dents show up only in the print, and can't be seen in either the model or toolpath views?
That's right. But there is something suspicious in the the gcode preview. Here are close ups of the model and toolpath for it:

- dentModel.JPG (34.36 KiB) Viewed 11636 times
- dentToolpath.JPG (52.37 KiB) Viewed 11636 times
This probably isn't exactly the same model I showed the picture of the dents for, but they all look the same.
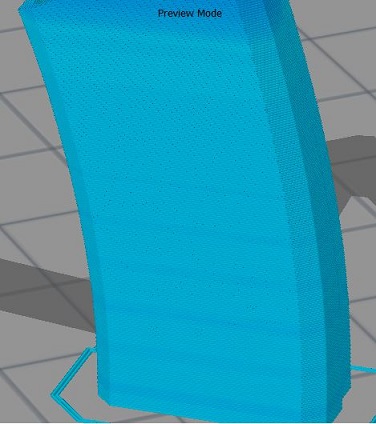
You can see the triangle structure on the models. That isn't visible in this toolpath view, but actually does show up in the finished print if you look at the right angle.
There are those bands in the toolpath that don't correspond to anything on the model. I don't know if that's related to the dents. It seems suspicious but it's not clear why it would turn into dents in the middle, rather than be a visible band like in the preview.
But looking inside the middle of the preview there is something more suspicious: gaps appear like this:

- dentGCode.JPG (42.92 KiB) Viewed 11636 times
That must be it, so I think I just answered my own question. Though if you study the gaps closely they vary in size and location and aren't as regular as the dents in the model. My guess is that only if the gap is long enough it causes the printed model to collapse a bit for a few layers and that's the dent.
Changing the extrusion width to .4 from .5 eliminates the gaps. I'll have to print at that setting and see if it fixes it. My guess is it will.
But why those gaps appear is mysterious. The wall thickness there is 1.6 mm. It's showing three print paths, which totals 1.5mm. So there's no reason for a gap as far as I can see.
One thing worth noting: The conventional view is that S3D won't generate a toolpath if the space it has to print in is less than the extrusion width. But in this model the narrow prongs you can see in the last picture are .8 mm wide, and it always generates two paths for them even though the extrusion width is .5 mm. Being as the model has an angle to it, the actual horizontal width may be slightly larger than .8, but it's not all the way up to 1 mm. So maybe S3D will generate perimeter toolpaths even if they don't fit.
Edit: Looking even more closely, it appears the extrusion width for the prongs is different from the extrusion width for the middle path. So maybe S3D is adjusting it even though I have it manually set at .5.
And now I'm wondering exactly what is going on when it prints in the middle. IIRC from watching the prints, it ends up going back and forth 4 times, but there are only 3 lines- so it must be retracting in the middle for one length. All in all I think that .5mm extrusion width was a bad idea. I did it that way because it seemed to offer a quicker print: 3 passes to get the wall instead of 4.

