How to calibrate your extruder. This has come up a few times recently, so I thought I'd try it myself (I never did!) and document the process. This is all thanks to Ed Nisley's tireless efforts.
Step 0: measure your filament thickness at several points with calipers and take the average. Enter it as the filament diameter in your slicer ("Other" tab in Simplify3D).
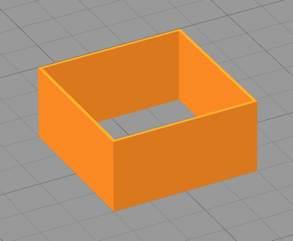
Get or create a model of a cube of the size you want. Here's a 20x20x2 model with 2mm fillets on the x/y corners.
This is a solid cube; you can make your own wall-only version of whatever size using Ed's OpenSCAD model:
http://softsolder.com/2014/04/18/revise ... on-object/
If printing the solid cube, change your settings to be single perimeter, no infill, no top or bottom layers. You will get a print like this:
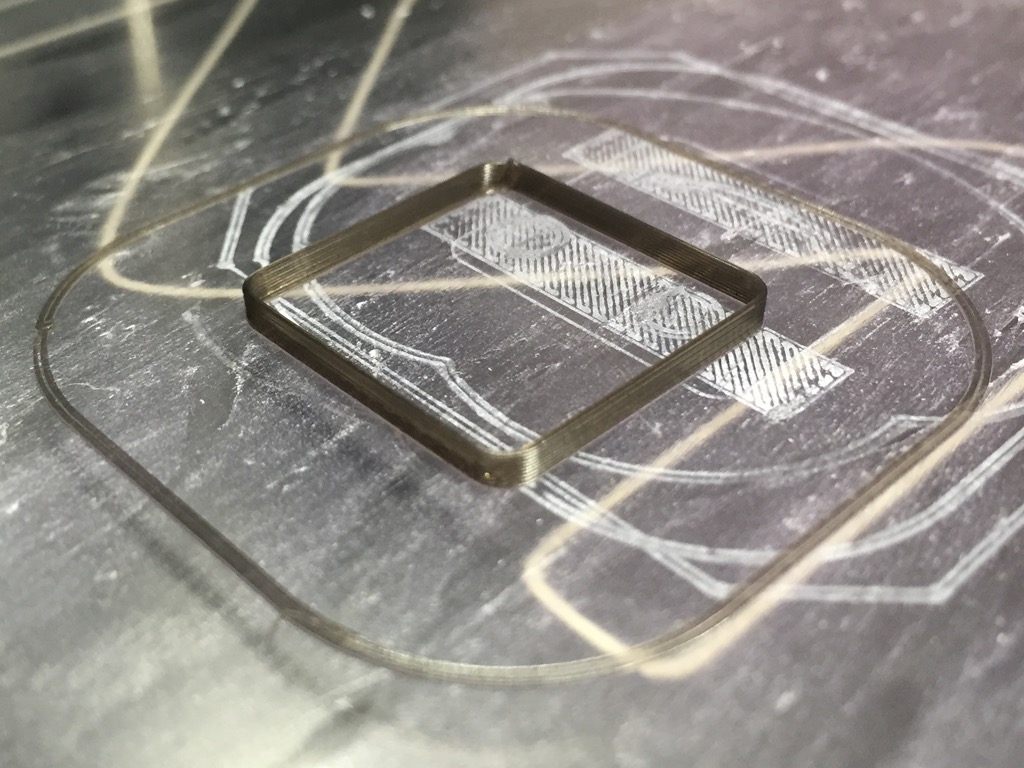
- extrusion-1.jpg (200.2 KiB) Viewed 93483 times
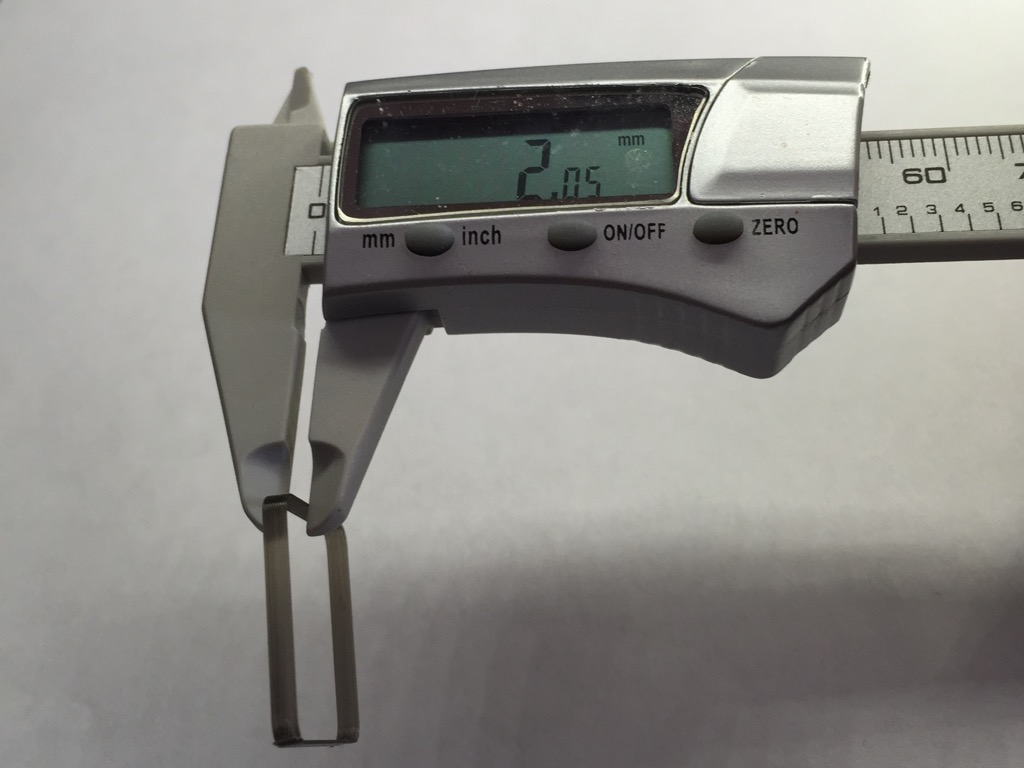
Caliper the wall at several points and eyeball the average thickness. I got measurements around 0.37mm with my current extrusion multiplier of 0.9 and extrusion width set manually to 0.40mm.

- extrusion-2.jpg (101.82 KiB) Viewed 93483 times
40/37 * 0.9 = .97, so I reset my extrusion multiplier to 0.97 and printed again. This time all the measurements center around 0.40 as they should:

- extrusion-4.jpg (89.67 KiB) Viewed 93483 times
You can also take this opportunity to measure the height of the wall, which will tell you how much your z-height is off by (print using 100% first layer height):
- extrusion-3.jpg (101.36 KiB) Viewed 93483 times
. You can fiddle with the Z end stop to fix this, but easier is to just drop the number into the G-code offset field in Simplify3D:
http://www.forum.makergear.com/viewtopic.php?f=8&t=2193
A very simple exercise, everyone should try it!