Post your advice, tips, suggestions, etc...
-
TheRyanRanch
- Posts: 41
- Joined: Wed Aug 05, 2015 4:11 am
Post
by TheRyanRanch » Fri Oct 02, 2015 2:37 pm
Does anyone know the basic rule on getting Great results on support settings? I am printing PETG and some of the support structure looks like it's going to do a great job in the Preview Window, but in reality is looks like Poop !
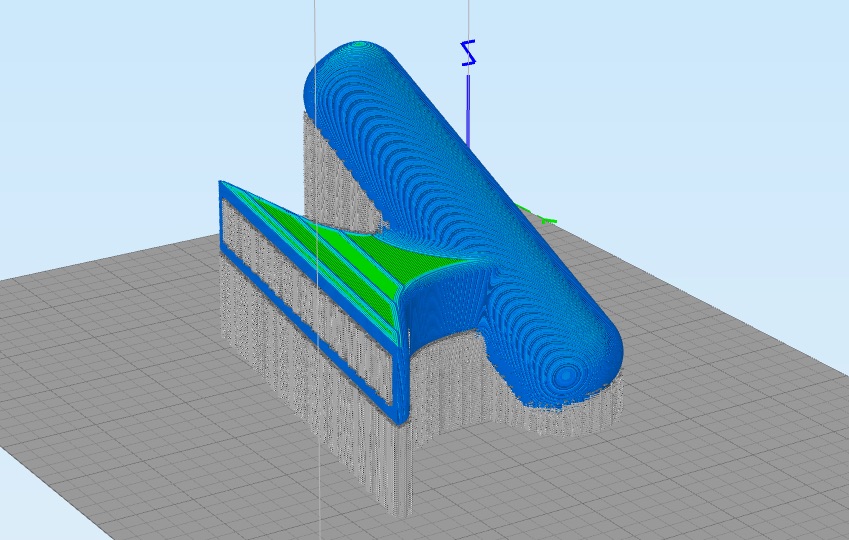
- Preview of Structure
- HANDLE.jpg (118.36 KiB) Viewed 13261 times
Here is the Results....

- Results
- RESULTS.JPG (87.59 KiB) Viewed 13261 times
-
ednisley
- Posts: 1188
- Joined: Fri Apr 11, 2014 5:34 pm
- Location: Halfway up the Hudson
-
Contact:
Post
by ednisley » Fri Oct 02, 2015 4:01 pm
TheRyanRanch wrote:Great results on support settings?
It's a bit hard to tell what's going on inside that, ah, lump, but can you split the model down the middle, print the two halves with the split face downward, then glue them together? That might eliminate all the support structures and, as nearly as I can tell, the best support is none at all.
-
TheRyanRanch
- Posts: 41
- Joined: Wed Aug 05, 2015 4:11 am
Post
by TheRyanRanch » Fri Oct 02, 2015 6:14 pm
I thought for sure, that the S3D software could build a support structure a little more elaborate?
The part can't be cut in half and glued together, I wish I had that option !
-
jsc
- Posts: 1864
- Joined: Thu Apr 10, 2014 4:00 am
Post
by jsc » Fri Oct 02, 2015 8:28 pm
Do you have dense support layers enabled? Try setting it to 90% and 3 layers if you do not.
-
TheRyanRanch
- Posts: 41
- Joined: Wed Aug 05, 2015 4:11 am
Post
by TheRyanRanch » Fri Oct 02, 2015 9:30 pm
I have it set to 65% and 2 layers, I'll give that a try !

-
PcS
- Posts: 667
- Joined: Mon Mar 09, 2015 12:19 pm
- Location: Michigan
Post
by PcS » Sat Oct 03, 2015 2:25 am
The stock support settings have worked for every print for me. Try slowing the print down. Or at least make sure you are spot on with all calibrations.
-
jimc
- Posts: 2888
- Joined: Wed Apr 09, 2014 11:30 pm
- Location: mullica, nj
-
Contact:
Post
by jimc » Sat Oct 03, 2015 1:31 pm
I cant agree with ed more. I avoid it at all cost because supported area will always look crappy because there is a gap between the support and the model. Part if the priblem though is the petg. It bonds so well to itself that doing those dense support layers usually cause the support to fuse to the model and you destroy everything trying to get them off. I usually use no dense layers because of this and i never use more than 20% density. That wont help it look nice of course but its the only way i can remove the stuff. If you were printing pla it would be a different story. In any case this is not slicer related. It is what it is and because of the space needed between support and model, the supported areas will always be sloppy
-
Jules
- Posts: 3144
- Joined: Wed Jan 21, 2015 1:36 am
Post
by Jules » Sat Oct 03, 2015 2:39 pm
Agree with all of the above!
If i absolutely had to print something that looked like that in PETG, and I knew it couldn't be cut and reglued, I would flatten one (or both) rounded end a bit and try to print it in this direction, with support and a brim:
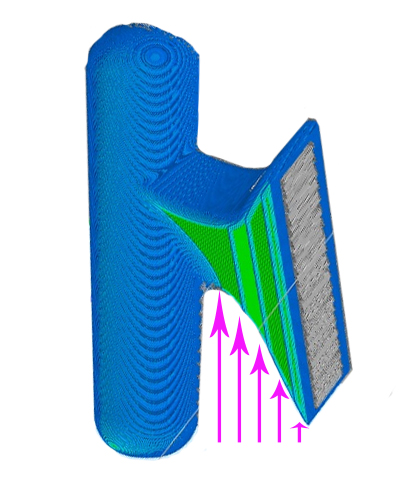
- Untitled-1.jpg (138.96 KiB) Viewed 13179 times
(Or the other direction, depending on which distance is shorter.) That will give you a rounded, unblemished cylinder part. There will still be some cleanup on the handle, but when the curve is going in that direction (convex? concave?) with support underneath it, it tends to require a
lot less cleanup.
-
TheRyanRanch
- Posts: 41
- Joined: Wed Aug 05, 2015 4:11 am
Post
by TheRyanRanch » Sun Oct 04, 2015 1:48 am
Jules wrote:Agree with all of the above!
If i absolutely had to print something that looked like that in PETG, and I knew it couldn't be cut and reglued, I would flatten one (or both) rounded end a bit and try to print it in this direction, with support and a brim:
The attachment Untitled-1.jpg is no longer available
(Or the other direction, depending on which distance is shorter.) That will give you a rounded, unblemished cylinder part. There will still be some cleanup on the handle, but when the curve is going in that direction (convex? concave?) with support underneath it, it tends to require a
lot less cleanup.
Hi Jules, I did try that orientation and I was almost successful, again where the handle had support under it, this would become a rough surface. I have printed this same part on my Afinia Printer (in ABS) and the Algorithm for their support in their software left almost a perfect surface after breaking the support off the part. I think if I can emulate what the Afinia Software is doing, I might get even closer to my end result.

- more results.jpg (91.53 KiB) Viewed 13163 times
-
Jules
- Posts: 3144
- Joined: Wed Jan 21, 2015 1:36 am
Post
by Jules » Sun Oct 04, 2015 2:26 am
One other thing you could do to make it print just about right is to flatten out the roundness of the cylinders at the ends.
Support is hardest for that rounded shape on the bottom of a print:
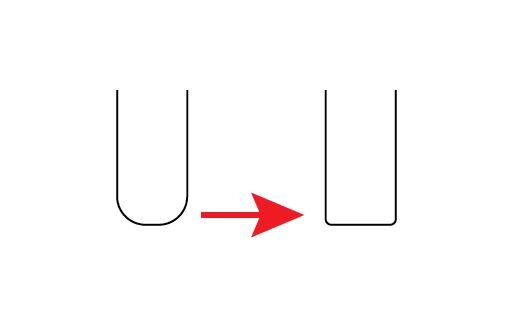
- Capture.JPG (13.24 KiB) Viewed 13158 times



