So the last few days have been very frustrating. I gotbmy m2 about 2 weeks ago and had it up and printing within an hour and it prints awesome using pla and taulman n-vent.
I have some parts that I need to print out of nylon and have several different types from taulman and I can't get any of them to make it through the full print. This is a 4 hour print and every time it strips the filliment or if I back off the tension screw then it just stopps extruding at some point. My cheap xyz machine did just fine with this same filliment. I'm wondering if this would print better with a bigger hot end? I want a bigger nozzle anyway for faster printing but on the site I only see version3 ones listed is there any v4 nozzle's that are bigger? For these parts I don't need great quality I just need them printed quicker.
I've tried slowing it way down and still no luck. Maybe more heat? I'm printing at the top end of what is recommended for each type of filliment.
Nylon printing issues.

Re: Nylon printing issues.
You can get a 0.5 mm V4 nozzle, and a 0.75mm V4. Just check the Upgrades page over on the MakerGear site. (never printed nylon though, so i'm no help there)

Re: Nylon printing issues.
Unless you're using that terrible Bridge or 618, I've never had any problems with jacking the heat to "goddamn" and printing slowly with Nylon. What I have had problems with is getting the stuff to stick.JeremyV wrote:So the last few days have been very frustrating. I gotbmy m2 about 2 weeks ago and had it up and printing within an hour and it prints awesome using pla and taulman n-vent.
I have some parts that I need to print out of nylon and have several different types from taulman and I can't get any of them to make it through the full print. This is a 4 hour print and every time it strips the filliment or if I back off the tension screw then it just stopps extruding at some point. My cheap xyz machine did just fine with this same filliment. I'm wondering if this would print better with a bigger hot end? I want a bigger nozzle anyway for faster printing but on the site I only see version3 ones listed is there any v4 nozzle's that are bigger? For these parts I don't need great quality I just need them printed quicker.
I've tried slowing it way down and still no luck. Maybe more heat? I'm printing at the top end of what is recommended for each type of filliment.
I would also suggest a 0.5mm nozzle and 0.3mm layers (or 0.75 & 0.5mm layers if you want some seriously sturdy parts). Jules is right -- MakerGear sells them, but you may have to email Karen directly.
I've heard good things about plain, store-brand window tint as a good surface for Nylon. Not sure what/why, but it's worth a shot? I use Garolite which is more or less sacrificial while printing.
Custom 3D printing for you or your business -- quote [at] pingring.org
-
willnewton

- Posts: 479
- Joined: Wed Apr 09, 2014 8:32 pm
Re: Nylon printing issues.
Sounds like you need more heat. On a new filament I usually try to extrude 100mm or so and see if it causes mechanical extruder issues. You are probably not terribly far off if it fails four hours in.
Insta was not specific on temps ( well he was sorta specific ) and you did not mention what temp or filament you were using.
) and you did not mention what temp or filament you were using.
Insta probably has the most nylon experience or at least he posts about it more than most folks I have read. I think what he means is that Nylon is pretty tolerant of temp variations, so don't be afraid to turn up the juice.
Basically, add 10° more, repeat as necessary. Post your temp and filament brand so we can get a better idea of what you are dealing with.
Insta was not specific on temps ( well he was sorta specific
Insta probably has the most nylon experience or at least he posts about it more than most folks I have read. I think what he means is that Nylon is pretty tolerant of temp variations, so don't be afraid to turn up the juice.
Basically, add 10° more, repeat as necessary. Post your temp and filament brand so we can get a better idea of what you are dealing with.
I'm finally back to where I started two days ago!
A thread with some stuff in it I update every once in a while. viewtopic.php?f=8&t=9
See some of my stuff http://www.thingiverse.com/willnewton/favorites
A thread with some stuff in it I update every once in a while. viewtopic.php?f=8&t=9
See some of my stuff http://www.thingiverse.com/willnewton/favorites
Re: Nylon printing issues.
I run ePA and Taulman 645 between 270 and 290C, FYI.willnewton wrote:Sounds like you need more heat. On a new filament I usually try to extrude 100mm or so and see if it causes mechanical extruder issues. You are probably not terribly far off if it fails four hours in.
Insta was not specific on temps ( well he was sorta specific
Insta probably has the most nylon experience or at least he posts about it more than most folks I have read. I think what he means is that Nylon is pretty tolerant of temp variations, so don't be afraid to turn up the juice.
Basically, add 10° more, repeat as necessary. Post your temp and filament brand so we can get a better idea of what you are dealing with.
Custom 3D printing for you or your business -- quote [at] pingring.org

Re: Nylon printing issues.
From what you folks report on filament diameter variations, it'd be worth verifying that the filament actually goes through the drive without dragging. If one section of the filament is a bit oversized or the hole through the drive is undersized / slightly obstructed, the additional force required to move it can cause the gear to strip the side of the filament.willnewton wrote:see if it causes mechanical extruder issues
Most of the filament on that spool will feed normally, so intermittent failure-to-feed problems may really have a mechanical cause.
I had to dismount the drive and pull the filament by hand to discover that ... it wouldn't pull. Reaming out the hole through the drive with a drill solved the problem.
Re: Nylon printing issues.
Ok my last print was with Pctpe and I'm not having any problems with if sticking to the print bed I am using Elmer's stick glue the purple stuff. My print bed is set to 55c and extruder is 240c taulman says to print between 230c and 238.
If anyone here has printed with this and could give me speeds and temp that would be amazing!
The setting in the photo are my print settings however I had the manual override turned down to 74% on both speed and extruder

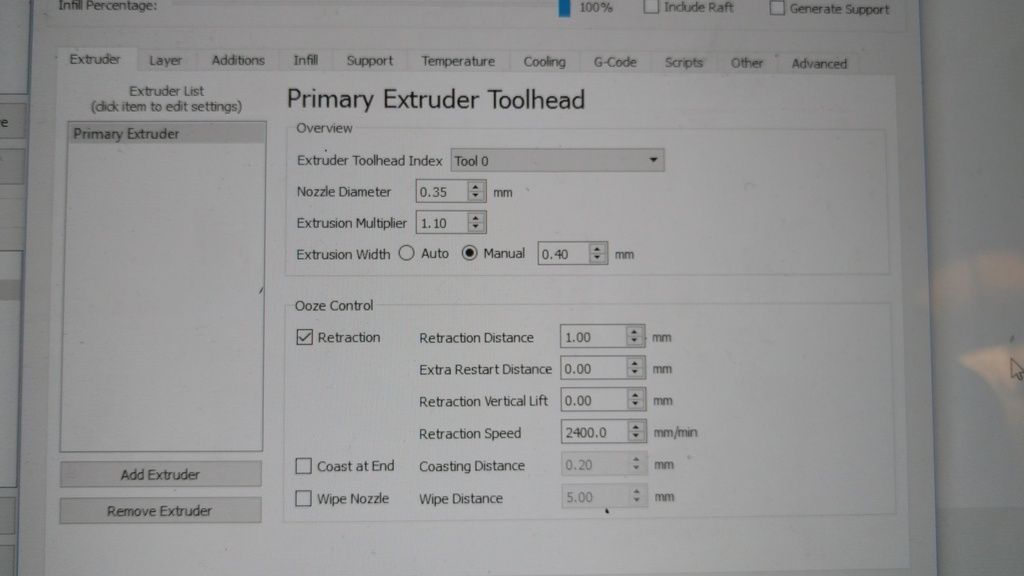
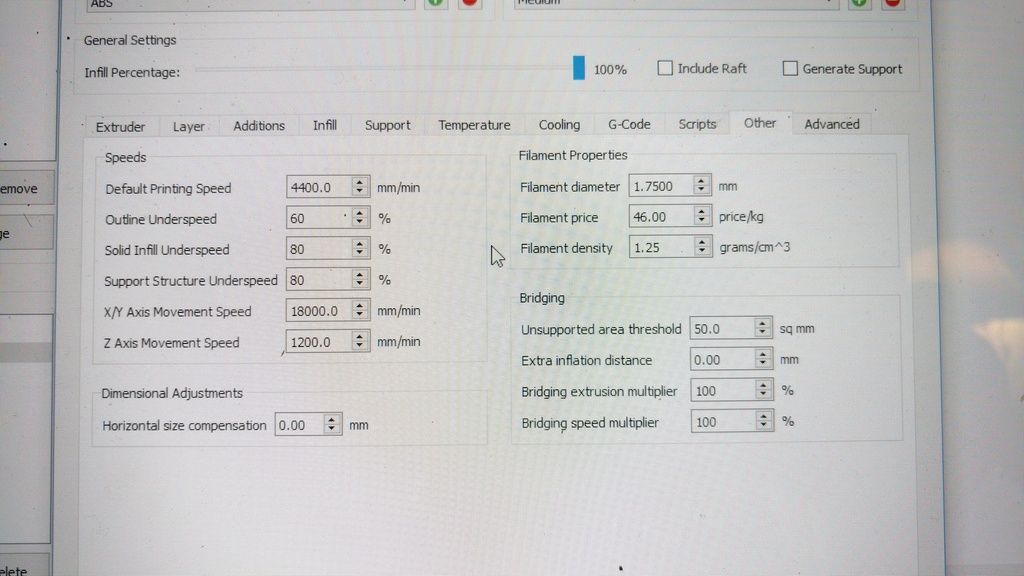
If anyone here has printed with this and could give me speeds and temp that would be amazing!
The setting in the photo are my print settings however I had the manual override turned down to 74% on both speed and extruder




Re: Nylon printing issues.
since your using taulman's stuff i would have to second ed's reply in a big way. rememebr the filament path on the m2 is 2mm give or take. i have seen taulman's stuff vary from 1.55 to 1.95 in a matter of 10ft. as a matter of fact every spool varies. not quite that wild but wild for todays standards. once your nylon reaches about 1.87 or so its on the verge of jamming. the heat warms it so it swells a little plus the bearing squishes it ever so slightly out of round getting right up to that 2mm mark which is failed print city! this is all defiantly something to pay extra attention to when using anything taulman has extruded. get yoursel an extra long 2mm drill bit to do perfect machining of the path in the filament drive. the hole is normally just printed i believe. the bit makes everything perfectly sized, true and polished.
Re: Nylon printing issues.
I checked and I think you guys are correct as pulling it through I would get a little more resistance every now and then and that's probably when my print fails. I extruded 300mm no problem time and time again that's what was frustrating me is that it seemse like it should print just fine! I am getting good quality and the layers are bonded very well so didn't feel like it was a tempature thing and also did not think it was from printing too fast cause I have tried many different speeds. I'll try and find the correct drill bit today after work and clean that up.
Thanks for the help
Jeremy
Thanks for the help
Jeremy

Re: Nylon printing issues.
I recently had a customer bring me a spool of Makergeeks Foodsafe PLA that I had jam on me because the diameter went up to 2.00mm at one point. If you have the extrusion stop and the drive gear chew a chunk out of the filament, its worth backing the filament out and taking a caliper to the filament to see if it jammed due to diametral issues.