Bridging extruder multiplier 175% (might back down a touch)
Bridging speed multiplier 75% (I'm not bridging, just using these for the first layer on above the support)
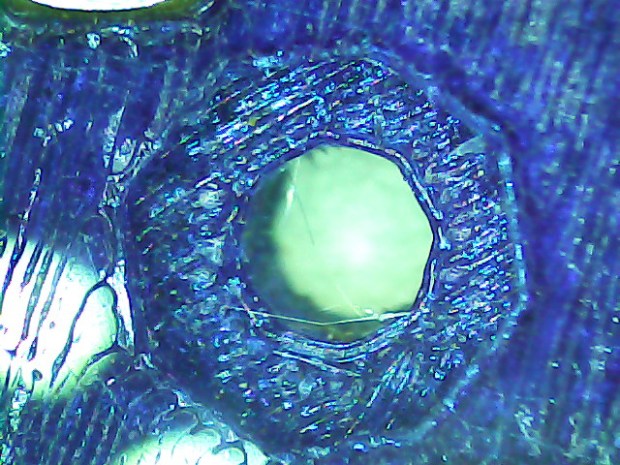
I'm getting an even, fairly dense first layer on top of the support which separates cleanly with only a bit of stress whitening - a little time in an acetone sauna would clear that up, i'm sure. The only real issue is that where I have holes starting on support, they look like this:
I haven't stumbled onto anything that will give me a good outline around the first holes.
Looking at some parts from Makergear, they look very clean on the underside, and circular outlines are circular.
Any tips on how to make a round hole round?
Cooling has had a fan override of 100% for bridging. Trying one now at 25%.