Jules wrote:this should handle retraction, right?
Yup, but the nozzle will still drip.
Normal retraction (of 1 mm or so) depressurizes the hot end and reduces the flow rate enough that the nozzle can get from
here to
there without dribbling.
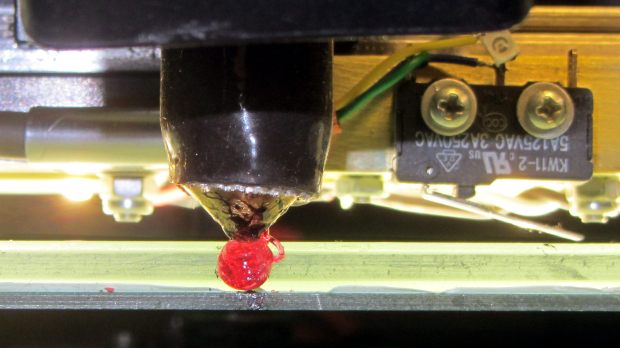
That also happens at the end of the print, before your ending G-Code gets control, so the drip you see happens
after a normal retraction.
Retracting 6 mm, as in your code, will form an air bubble inside the nozzle, but the hot end walls will still be covered with molten plastic that oozes downward. As the air bubble heats up, it will push plastic out of the nozzle to form a blob. Retracting even more will enlarge the air bubble, with plastic still remaining on the walls. I think you can reduce it, but not eliminate it enough to make a difference.
I've tweaked the startup routine for my (single) M2 to maneuver the (possibly cold) extruder to the front edge of the platform, heat it, then scrape the blob off on the edge of the glass:
http://softsolder.com/2015/03/31/makerg ... -whatever/
As a result, I just wipe carbonized PETG off the sides of the nozzle while it's heating, if there's enough gunk to matter, and don't worry about bumping a cold plastic blob on the glass.
Perhaps you could do something like that with the dual + probe machinery? During the startup routine, move forward to the front edge, heat both extruders, wipe them clean, then proceed with platform probing and suchlike?
Lacking a mechanical valve at the nozzle, there's no way to prevent a hot bucket of goo from leaking through the hole in its bottom... [sigh]



