Fusion916 wrote: ↑Sat Apr 04, 2020 12:24 am
ABS filament
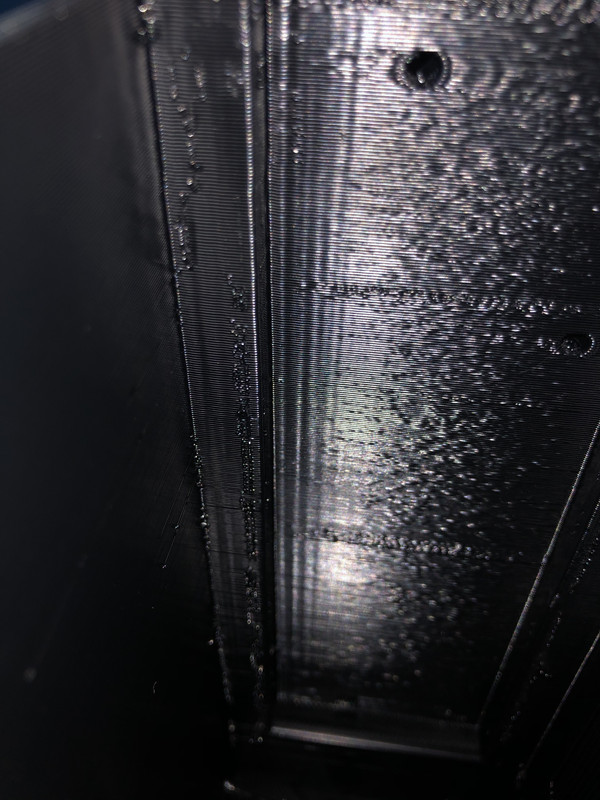
print very clean horizontal lines per layer
nozzle size 0.5mm, layer height 0.4mm
I have my extrusion multiplier to 0.95
First of all, the extrusion mulitplier is
not a free variable. You must calibrate the EM so the slicer and the printer agree on how much plastic comes out of the nozzle; search the forums for directions.
The layer height should be no more than about half the nozzle diameter, so the nozzle tip can properly compress the molten plastic against the previous layer. Something like 0.3 mm (= 60%) will give better results.
The retraction settings definitely need tuning. Use a solid calibration square to isolate those problems, rather than a large part.
The ringing after abrupt edges comes from printing too fast for conditions: reduce both speed and acceleration. Search the forum with the obvious keywords for copious discussions and suggestions.
The other patterns come from infill or internal structures showing through the perimeter; another perimeter layer (or two) can mask those effects.
Finally, you can't get a smooth perimeter on an object made by squishing a thread of molten goo against a semi-solid mass. When surface finish is important to the final product, you
must post-process the printed parts: sanding / high-fill primer / epoxy will become your new friends.