Sorry to ask what probably seems like a silly question but I'm lost and I hope some of you can help me figure this out. I have a problem with printing on an angle and i'm not quite sure why.
Setup:
M2
Octoprint to manage the prints
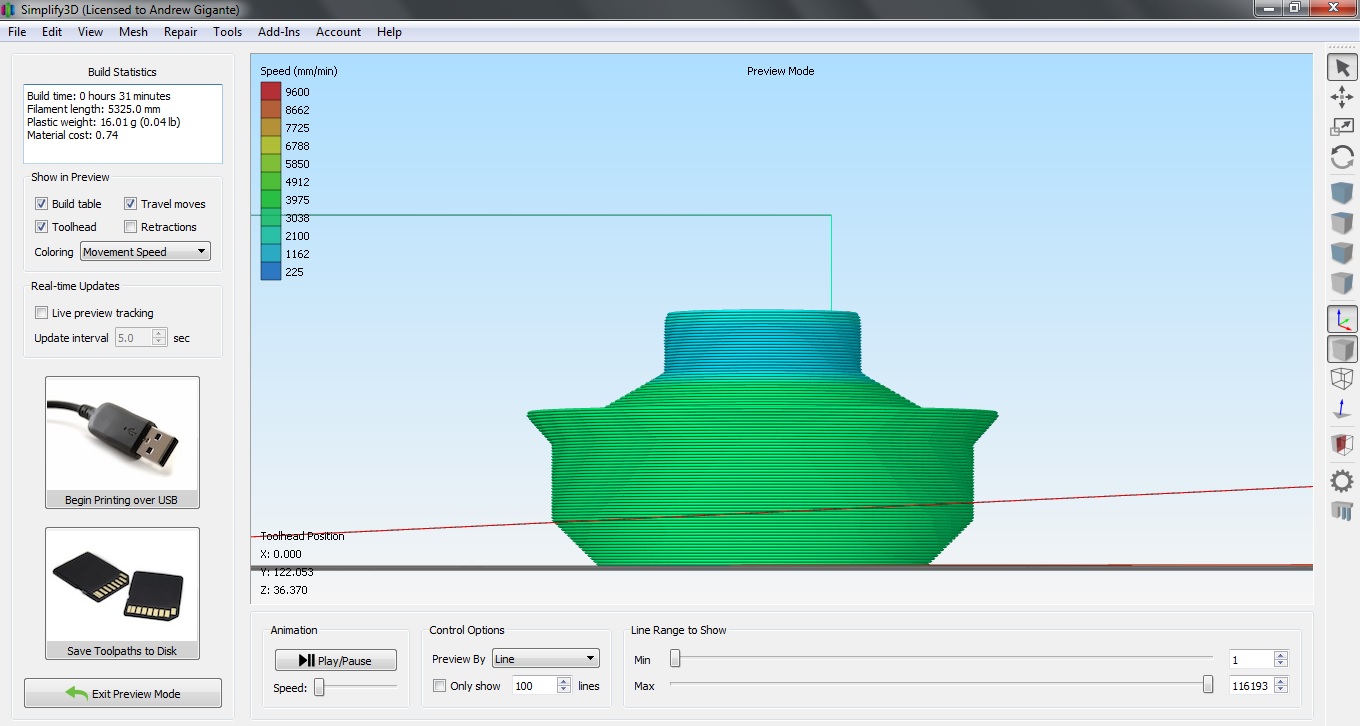
Simplify 3D for gcode
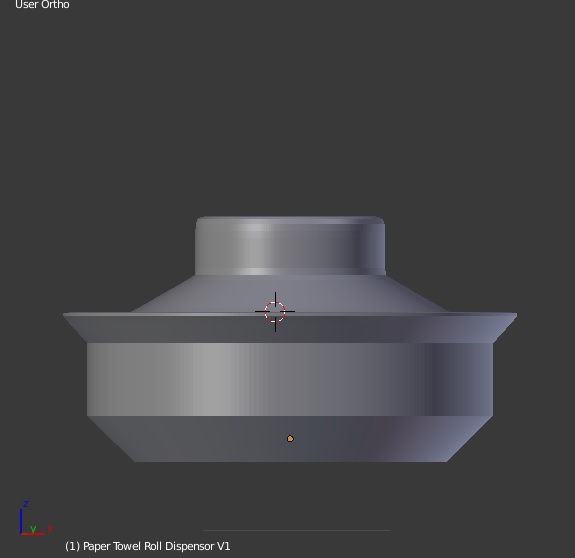
Original design
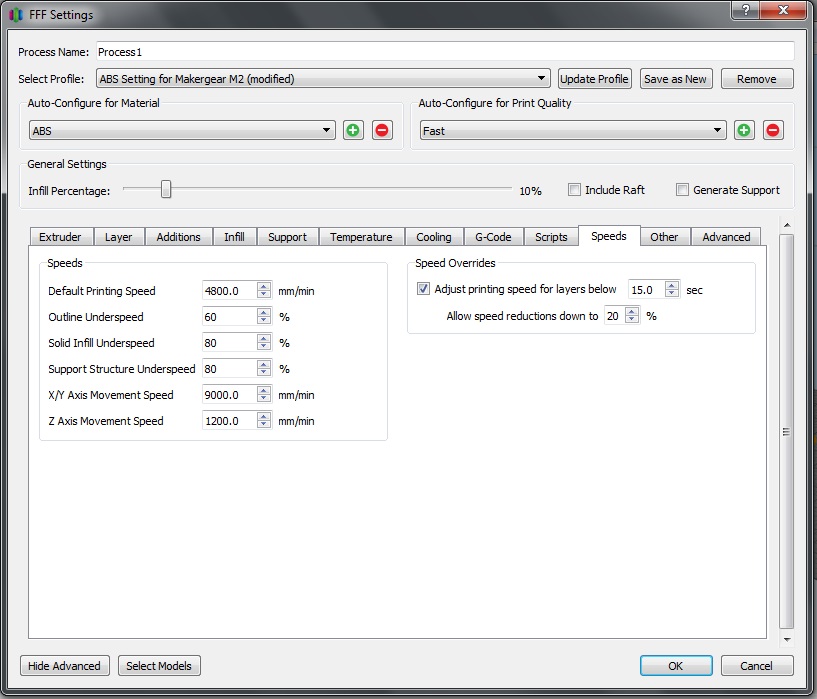
Settings 1
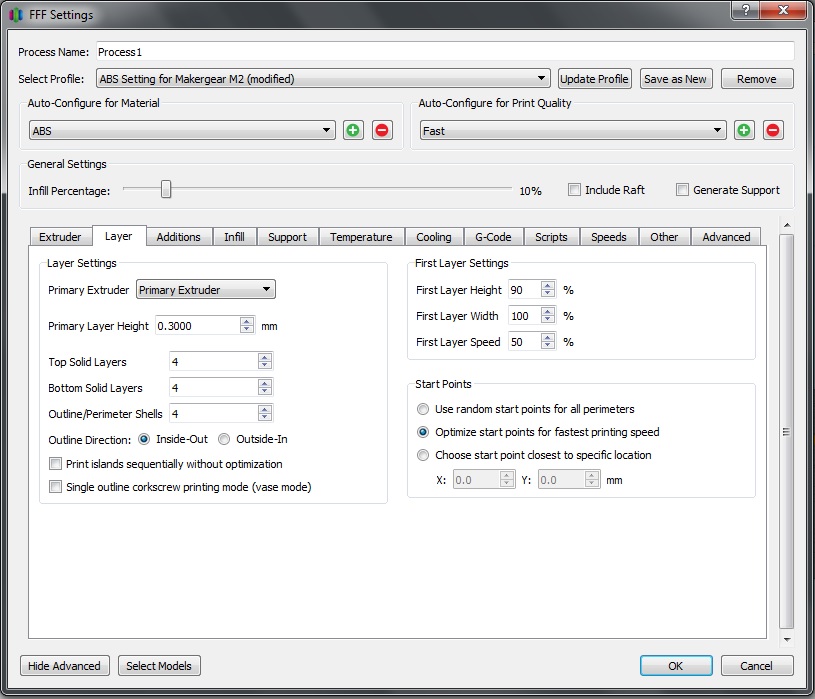
Settings 2
No Supports.
Result 1 - This is the orientation I printed the item:

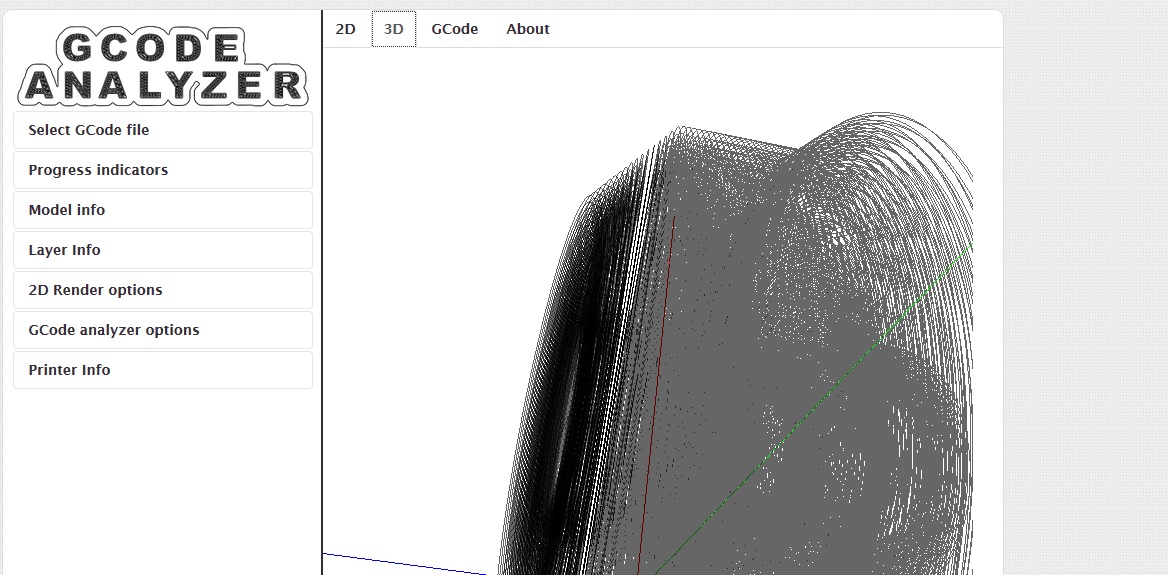
Result 2
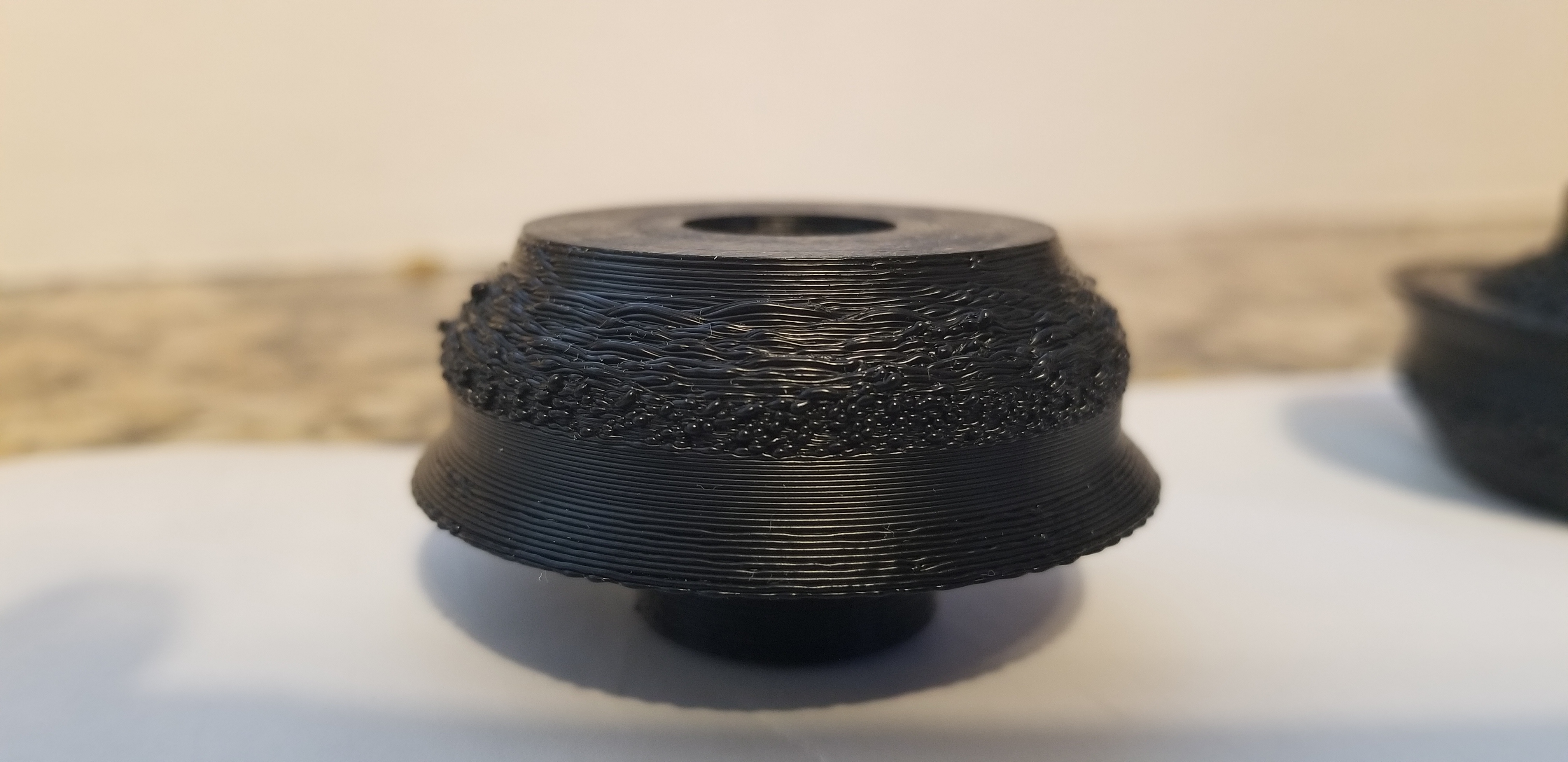
Notice that even printing on the top at an angle results in a similar problem. Is it the 4 layer walls causing this?
I'm pretty sure I'm not over 45 Degree Angle at any point.
Any help is greatly appreciated.