https://groups.google.com/forum/#!topic ... 0cTphc2IVU
Kit Construction
---------------------
The instructions call for M3 screws for the spool holder; they should be M4 screws.
The instructions leave out the Z-screw that triggers the Z end stop. There is a long screw in the kit that goes in a hole on the platform between the z screw and the rearmost round rod. It is held in place with a jam nut that can go either on top of the platform or on the bottom; the bottom is easier to access.
First Steps
---------------
Read the guides linked from http://www.makergear.com/pages/m2-assembled. Do pay attention to the Important Note on there regarding the temperatures for the V3b. All currently shipping M2s use the V3b, so all temperatures should be 20C higher than usually cited. Read the orange sheet that came with your printer, and refer to it again before starting your first print. PLA temperatures are in the 205-225 range; ABS is 240ish. Begin with the temperatures on the orange sheet and adjust from there.
Some notes on hardware checks:
- Make sure all set screws on all the motors are tight, preferably with blue Loctite to prevent them coming loose. That includes the set screw on the extruder motor; that being loose is a common cause of layer misalignment. Use the smallest allen key that came with the printer.
- Bed screws should be tight as possible while still having the bed level, so tighten them all the way, then back them off only to bring the low side up. Level forward and back, then left to right. Blue loctite on the bed screws has been suggested as well.
- There is a tension adjustment screw just to the right of where the filament enters the extruder. If you are having extrusion issues, first double check that your temperatures are appropriate. Then try tightening the screw. Then try loosening the screw.
---------------------------------------------------------
From Toby:
This method assumes that your bed and z-height have been leveled once but might be in need of minor adjustment from print to print. It also assumes that you are using Simplify3D, though it is likely to be adaptable to other printer-control software.
It may be desirable to pre-heat the bed to your printing temperature before starting.
In Simplify3D open the Bed Leveling Wizard (under Tools on the main screen) and set the "Z height for leveling moves" to 0.0. (In versions earlier than 2.1, it will be necessary to also keep the Machine Control Panel open and accessible on the screen. Depending on your computer and operating system this may involve resizing and repositioning these windows. Put the Machine Control panel in jog mode.)
Click the "Manually enter leveling positions" radio button and put the following locations in the manual portion of the dialog:
100 175
100 75
150 125
50 125
Once entered, they will not need to be entered again. The first three coordinates are the locations of the adjustment screws in the spider. (Note: It would be nice to verify this or find the exact values.)
In manual mode, start the Bed Leveling. The nozzle will move to the home position. Click "Next" and it will move to the first position listed above and then Home in Z. (For versions earlier than 2.1 it seems the nozzle doesn't home at this point. In that case, click Home Z in the Machine Control Panel.) Now adjust the spider screw beneath that position to your desired distance from the nozzle (usually in the range .006" to .01") using a feeler gauge. Tightening the spider screw will increase the gap between the bed and the nozzle, while loosening it will decrease the gap.
Repeat at each of the remaining positions by clicking "Next". The final position has no adjustment screw and serves to verify that the bed has been properly leveled and the z-height set. If it is not correctly adjusted at that position, then repeat the procedure for the first three positions.
Once this is done the bed is both leveled and the z-height is properly adjusted.
From me:
Toby's method is straightforward and works well, but relies on the Simplify3D bed leveling wizard. You can replicate the method in other host programs just through careful use of the jog controls.
A more manual approach that works for me that doesn't rely on feeler gauges (and may be less accurate as a result), but does require that you are using a bare glass bed (no tape, and not too gunked up):
- Lift your bed manually almost to the nozzle by pressing in the center of the Y platform (not the spider or the bed).
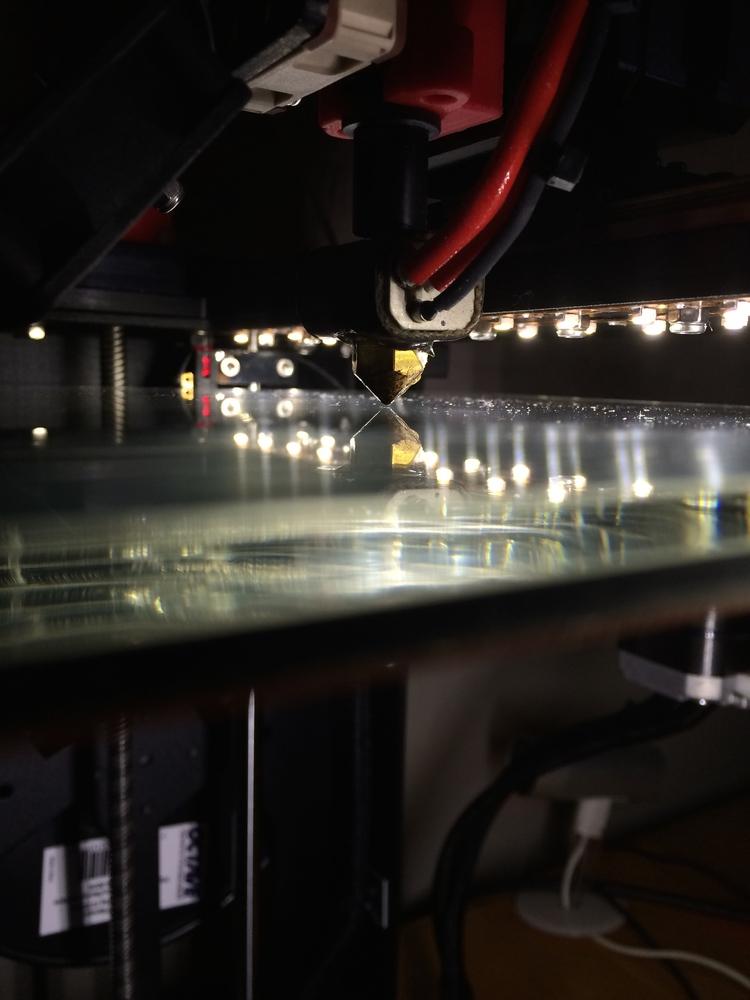
- Controlling the z knob with your left hand, place your eye almost parallel to the bed and look at the nozzle and its reflection in the glass. Photo below shows what it should look like. Having a light colored background helps make out the gap.
- Bring the bed almost to the nozzle, and with your right hand manually move the extruder left and right, and the bed forward and back. By noting the gap shrink and grow, it is readily apparent which side of the bed needs to be raised or lowered. Be careful not to press up or down on the bed as you move it, as you may be tempted to do subconsciously. I like to use the forward and back edges of the forward right bed retaining mount (the rubber thing with the screws) to manipulate the bed.
- When your bed is level, the gap should remain a consistent size no matter which way you move the bed/extruder. Do note that my glass, and maybe your glass, too, exhibits a slight upward bow in the center, so the side edges are both slightly lower. Aim to get both edges the same distance from the nozzle.
You can use this method to set the z-height as well by manually raising the bed until the end stop triggers, although that will require getting to recognize what a proper z height looks like. Get your eye in by setting the z height through other means, then take a look at it.
Better still is to print a thin-wall calibration cube, which along with letting you set your extrusion multiplier will let you precisely set your Z offset by entering an offset into your slicer: viewtopic.php?f=3&t=1964
Here is a video from MakerGear demonstrating this method: https://www.youtube.com/watch?v=R53wWwktH0s
Simplify3D
--------------
Simplify3D is a commercial slicer/host program that is popular with users of the M2 on this board. It is not necessary to use Simplify3D in order to get good prints. If you do decide to purchase it, here are some important things to note:
- The temperatures in the default M2 profiles are too low for the currently shipping printers, as noted above.
- The startup g-code contains a line "M108 S155" that is there to ensure that your extruder fan is always running for every print. That was appropriate for the older 12V models, but on 24V models will turn your extruder fan off. It is very important to have that fan running while the extruder is hot, so either remove that line entirely, or change it to read "M108 S255" in every process derived from the M2 default process.
- I have written an unofficial guide to Simplify3D that may be helpful for people new to it: http://jinschoi.github.io/simplify3d-docs/. It does not cover any M2-specific issues.
Simplify3D contains a built in tool for using images to create 3 dimensional relief maps. The tool is found under the Add-Ins menu on the main screen. Here is a brief description of its use:
First you can load an image by entering the file path or browsing for it on your computer. Note: There is a problem using images in .JPG format. Images in that format should be converted to .PNG format before loading.
You can then set the desired height and width of the object in millimeters with the "Image Depth Scale" and "Desired Width" dialog boxes. Presumably the third dimension (length) will be computed according the aspect ratio of the image, but I have not verified this. In the default setting, the darker the pixel the higher the corresponding point in the relief model. You can reverse this behavior by un-checking the "Invert Depth Profile" box.
There is a "Gaussian Filter Factor" that you can set. While not precisely documented, it is an averaging function to smooth out the result of images having abrupt changes of intensity from pixel to pixel. The larger the number the more smoothed out the model is.
There is a "Platform Height" you can set, which adds a platform of that height under the model.
Once all the parameters are entered, clicking the "Create" button will bring up a prompt to save the resulting object in .stl format on your computer. After this is completed, Simplify3D will then prompt you to import the model into the workspace.
One thing to be aware of is that even with the platform height set at zero, you will still get a 1-layer platform under your model. If you want to print a model that has holes in it where the image is white (or black), you can adjust your process to start printing at the second layer.
Slicing Profiles
--------------------
The default M2 profiles in Simplify3D are a good starting point, but you may wish to benefit from the experience of some previous users. Simplify3D's FFF profiles are human readable text files and the settings contained are often directly analogous to settings in other slicers. Here are some sample profiles that are known to me. I am not endorsing any of these as being better or worse, but some have proven useful to me, or come from active users who seem to know what they're doing. Be aware that some of them exceed the temperature limits that MakerGear recommends.
- jimc's ABS, Ecoflex, Nylon and PET profiles: https://groups.google.com/d/msg/makerge ... EId-LqyBsJ
- rsilvers' profiles on Thingiverse: http://www.thingiverse.com/thing:269637
- Brendan's PLA profile: https://groups.google.com/d/msg/makerge ... wghEsqnRwJ
- Ed Nisley's Slic3r configuration (but note that Ed has an idiosyncratic M2 setup, so don't make use of anything you don't understand): http://softsolder.com/2013/04/13/makerg ... iguration/
- kefir's Slic3r profile on github (one of the top hits for a Google search on "slic3r m2 settings"): https://github.com/kefir-/M2-config
- MakerGear's own suggested Slic3r profiles: http://makergear.wikidot.com/slicers
-------------------------------------
You will probably end up cobbling together your own, but are some examples to begin with. Note that there are slight syntax differences between slicers for interpolating temperatures and other variables. Also note that any FFF files from above will have startup g-codes built in and are helpful as resources. Read through them before using! Some are derived from the default Simplify3D M2 profile and contain the "M108 of death" line.
- A thread with some examples: https://groups.google.com/forum/#!topic ... ndn3bc05jY
- Ed Nisley's Slic3r startup and ending gcode: http://softsolder.com/2013/04/14/makerg ... -routines/
- I recommend Ed's "G1 Z195 F2500" in the ending code which sends the bed to the bottom under power at the end of a print, which avoids the disconcerting bed slam.
- Dale's End Gcode example, with some fancy post-print cooling action: viewtopic.php?f=2&t=10#p94
-----------
Some useful G and M codes that you may find useful:
- M108 controls the extruder and case fan (wired in series) in the default firmware (about which, more below). "M108 S255" turns it on, "M108 S0" turns it off. Some people like to turn it on in the startup and off in the ending gcode. If you do this, you will eventually forget to turn it on when manually heating the extruder, don't say I didn't warn you.
- You may notice that your temperatures overshoot and then oscillate for a little while before settling down. You can change the PID settings to improve this by using M303. See http://reprap.org/wiki/PID_Tuning for more info.
- M201 and M500 to set and save default accelerations. See https://groups.google.com/d/msg/makerge ... Xl8lE3yqgJ for a long thread on testing accelerations and their effects on vibration-induced surface defects. Slic3r has acceleration controls built in, so you can use those instead. Short story is reducing X/Y acceleration to 1000 can improve your surface quality.
-----------------
Some useful things to print right off the bat.
- 7mm wrench for z screw adjustment: http://www.thingiverse.com/thing:53870
- Tom Lombardi's z axis stay: http://www.thingiverse.com/thing:53886
- Extended M2 spool holder, for non-MakerGear filament spools: http://www.thingiverse.com/thing:254796
- replacement Z knob: http://www.thingiverse.com/thing:184774
- another version: http://www.thingiverse.com/thing:266807
- z axis stay for either of the above: http://www.thingiverse.com/thing:267185
-----------------------------------
The stock firmware is a somewhat dated version of Marlin. If you are feeling adventurous, I forked the latest version and modified it for the M2. I will not link to my fork, because Chris Menard took it and is doing much more active work with it, including improved Viki LCD support. See: https://github.com/cmenard/Marlin/tree/MakerGearM2, and https://github.com/cmenard/Marlin/tree/MakerGearM2_exp for an experimental version with software PWM for fans (controls fans better). This is entirely unofficial and unsupported by MakerGear, and you use it at your own risk. See https://groups.google.com/d/msg/makerge ... KoBhIn20YJ for brief instructions on installation.
Modeling Software
-------------------------
Eventually you will want to print your own designs rather than rely on Thingiverse. You will need some modeling software. Some resources:
- A thread on CAD software: https://groups.google.com/forum/#!topic ... 2YNkTk2j5E
- OpenSCAD, free and open source, multi platform, but an acquired taste. I recommend, for people with a programming bent: http://www.openscad.org/
- Useful guide on Practical Solid Modeling for 3D Printing with OpenSCAD: http://softsolder.com/2013/09/26/practi ... -openscad/
- DesignSpark Mechanical: free, Windows only. I recommend! http://www.rs-online.com/designspark/el ... mechanical
- Blender (http://www.blender.org), free and open source, can be used for CAD design, has a steep learning curve.
- FreeCAD (http://www.freecadweb.org), free and open source, multi platform.
- SketchUp (http://www.sketchup.com/products/sketchup-make), free/paid. Many people use it and like it. It is a mesh-based modeler, so when it comes time to producing an STL file as a solid object suitable for printing, you are liable to encounter problems. I would recommend you try out one of the other solid modeling programs to see if they meet your need better.
- SolidWorks free for military veterans: https://groups.google.com/d/msg/makerge ... IE6wksTjQJ. Otherwise outrageously expensive.
- Fusion 360, cloud based, free for personal use, multi platform: http://www.autodesk.com/products/fusion-360/overview.
- HackADay's "Make a Thing in..." series, which walks you through how to draw the same part in a variety of programs. See links under http://hackaday.com/2014/02/26/3d-print ... ore-115625. They don't always do things in the "correct" way, but it is useful to get a feel for the different programs.
-------------------
One of the most critical moments of any print is getting the first layer to go down properly, and stay down. Some practical tips:
- PLA adheres well to blue painter's tape, but leaves a matte bottom surface. You can also print directly to bare glass heated to 70C, but you have to clean it thoroughly after each print. ABS adheres to polyamide ("Kapton") tape, a roll of which came with your printer, heated to 100C.
- Also, applying Kapton tape neatly is impossible until you know how it is done: https://groups.google.com/d/msg/makerge ... kvynVmqeQJ (watch this video: http://www.youtube.com/watch?v=A6y8St1q2LM)
- If you are having problems with bed adhesion, the first step is to ensure you have set your Z height correctly. If you are starting a print with a skirt (and you should), and it is not adhering, you can always try clicking the z knob manually clockwise one click to adjust the bed height closer.
- Next step is some chemical aid. Popular suggestions are hairspray ("Suave Max Hold" and "Aquanet Super Extra Hold" are popular brands) applied to the glass (sprayed with the glass off the printer, or careful application using a non-aerosol bottle or in liquid form) and dried; Elmer's glue stick (I have had success with Elmer's Washable School Glue Stick Disappearing Purple applied in a thin layer, but some people report failure with ABS; for me, I have had it work for ABS, and almost too well for PLA); a 1 in 5 or 1 in 10 dilution of Elmer's Multi-Purpose Glue (white PVA glue) in water; and for ABS, an slurry of ABS trimmings dissolved in acetone, which dries to a thin film of ABS (works well, but you have to trim off the film afterwards).
-----------------
Some parts are better printed in pieces and glued together. This can increase strength through layer orientation, decrease or eliminate the need for support, and can have other benefits.
- A thread on adhesives: https://groups.google.com/forum/#!topic ... otQnSs34lE
- You can get no better adhesion than solvent bonding: dissolving some plastic with a solvent and letting it reform. The joint will be as strong as the rest of the part. For ABS, you can solvent bond with straight acetone, or ABS glue (ABS dissolved in acetone, preferably of the same color as the piece you are bonding) for increased working time. For PLA, you can use IPS Weld-On #4 (or other similar solvent cement).
- Superglue works for parts that will not be subject to hard use, but comes apart under impact.
- I've had success with two-part epoxy, which dries clear.
- Also with E6000, a silicone based adhesive popular in the crafts world (but it smells bad and has a 24 hour set time). It also works for gluing plastic parts to other objects, including fabric.
------------------------------
From Toby:
There is evidence to suggest that dust can accumulate on unused filament and eventually make its way into the nozzle during printing. This can cause the filament to extrude in a distorted way and mar the print, or in extreme cases, lead to clogging and no extrusion at all.
Fortunately this problem can be solved by a simple DIY technique of placing a dust trap physically around the filament before it enters the tube on the way to the nozzle. Here is a picture of one such setup:
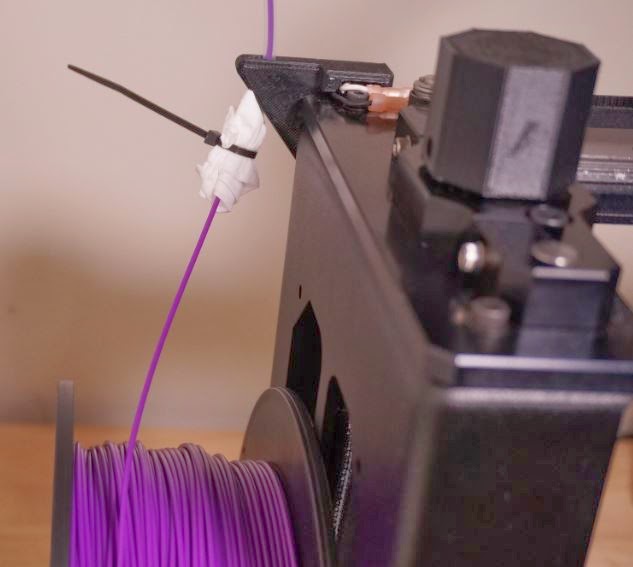
In this case the wrapping is made of a lint free wipe and secured with a cable tie This brand is Kimwipes and is available cheaply at Amazon here: http://www.amazon.com/gp/product/B0013H ... UTF8&psc=1
Others have reported success using a paper towel or a small piece of ethylene foam with a hole poked through it by the smallest Allen wrench that comes with the M2.
It's also important to keep your filament dry. PLA in particular has a tendency to absorb moisture from the air, which can cause problems during printing. (Note: What problems exactly? Also, do other filaments have the same problem?)
Below is a picture of one simple setup for storing filament and keeping it dry:

The container is a simple plastic box from Walmart with weatherstripping lining the top. Inside is a device that absorbs excess moisture in the air. It does not require power and has an indicator to show when it must be recharged, which is done by plugging it into a wall socket for several hours. This particular brand is called Eva-dry and is also available on Amazon here: http://www.amazon.com/gp/product/B000H0 ... UTF8&psc=1
From me:
I tried using a 5 gallon bucket with an airtight pet food lid, but because of the geometry it was hard to pack in a lot of spools. This pet food container works better, and can hold 5, maybe 6 spools plus a can of dessicant.
Container: http://www.amazon.com/Gamma2-Vittles-Va ... B000QSMWRK
Dessicant I ended up choosing: http://www.amazon.com/gp/product/B003QZ ... UTF8&psc=1 750g with indicator beads (4-6x more than the Eva-Dry) but you have to regenerate it yourself in an oven.
People also use crystal cat litter or Damp Rid.


